Műanyag autóalkatrészek hegesztése
Az autójavításban a törött, sérült, hőre lágyuló anyagból készült alkatrészek javítására a forrólevegős (hőlég) hegesztés tekinthető a legjobb módszernek. A tartósság, a bázisanyaggal megegyező mechanikai és kémiai tulajdonságok, és a hegesztés folyamatának egyszerűsége részesíti előnyben a hőléghegesztést a ragasztási eljárásokkal szemben. A forrólevegős hegesztés a fémhegesztéshez hasonlít a leginkább. Régóta elterjedt a csővezetékek hegesztésénél, manapság azonban egyre szélesebb körben alkalmazzák az egyszerűsége és a szerszám mobilitása miatt.Hegesztéskor a bázisanyagot és az adalékanyagot a felmelegített gáz a fugafelületeken plasztikussá teszi, majd nyomás hatására jön létre a kötés.
A hegesztési eljárás:
A műanyag alkatrészek hegesztési eljárása - függetlenül az alapanyagtól, a segédanyagtól, a hegesztés helyétől és a hőmérséklettől - a következő műveletekből áll:

- kimelegítés
- összeillesztés
- heftelés
- belső felület csiszolása
- keresztirányú hegesztések
- hosszirányú hegesztés a belső oldalon
- a külső rész bemarása
- hegesztés
- befejező megmunkálás
A hegesztés folyamata:
A hegesztés kézi hőlégfúvó készülékkel hajtható végre.Beállítjuk a hegesztéshez szükséges hőmérsékletet az anyag típusától és vastagságától függően. A hegesztést a belső (nem látható) oldalon kezdjük. A pontosan összeillesztett részeket az ún. heftelő (összehúzató) fúvókával egymáshoz rögzítjük. Ez csak egy ideiglenes kötés, az összehegesztendő darabokat tartja meg esetleges elmozdulásuk ellen. Először keresztirányú, kb. 3-4 cm hosszúságú megfogató varratokat helyezünk el a törés végeinél, ami már megfelelő kötést biztosít, majd a kihűlése után végighegesztjük a teljes felületet. Hosszabb hegesztéseknél ajánlott 10-15 cm-enként további keresztmegfogatásokat elhelyezni az ideiglenes kötés megerősítésének céljából. A belső oldalon a hegesztést 8X2 mm profilú hegesztőszalaggal hajtjuk végre.
A külső (látható) oldal hegesztését hasonló képen hajtjuk végre, mint a belső oldalon, azzal a különbséggel, hogy itt A profilú hegesztőpálcával dolgozunk ami gyakorlatilag egy háromszög keresztmetszetű huzal.
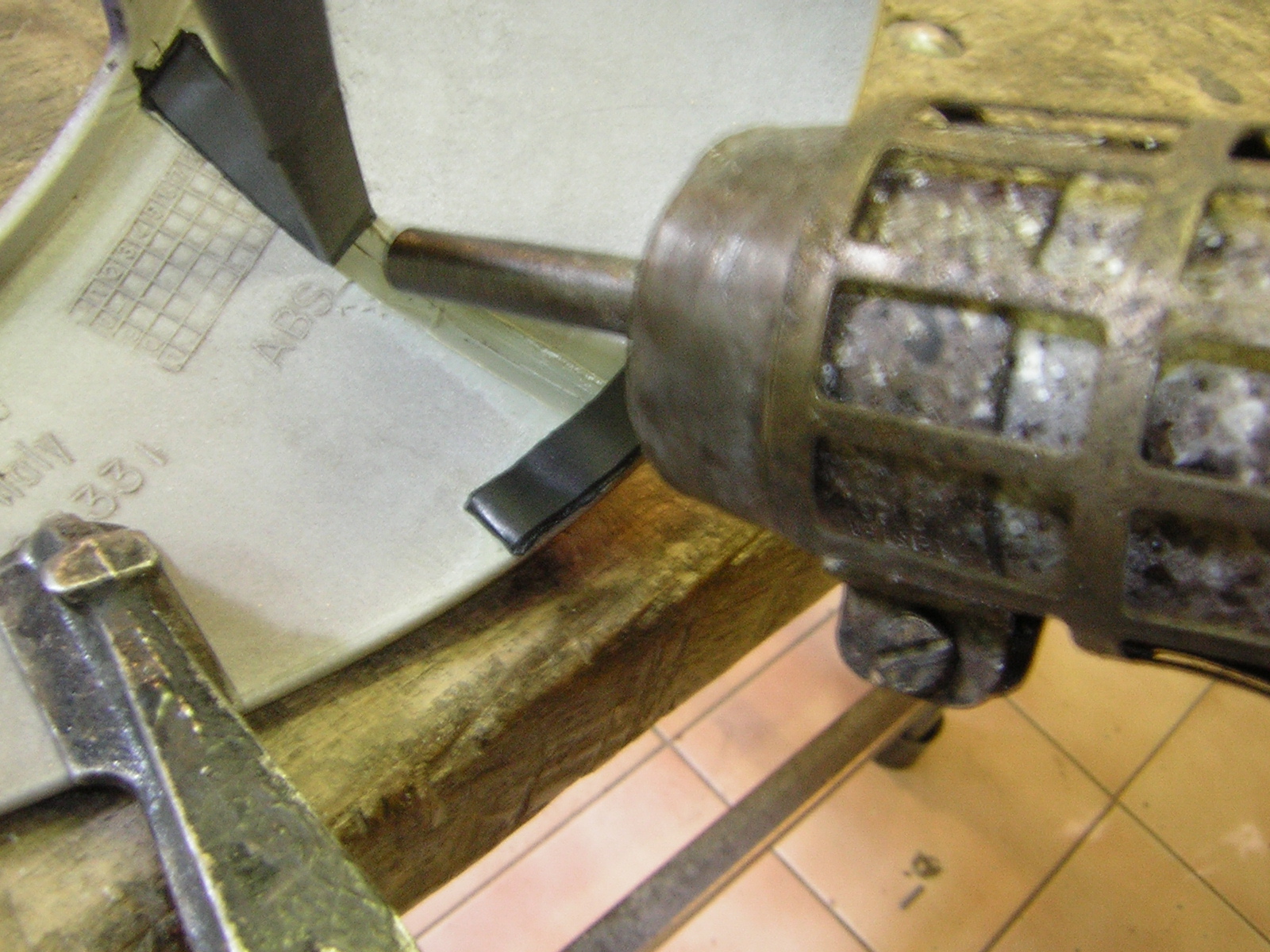
Először a hegesztendő részen kialakítunk egy 90°-os nyílásszögű V bemarást.A hegesztés megkezdésénél felmelegítjük a pálcát és a munkadarabot az anyag olvadási hőmérsékletére, és folyamatos erővel, a munkadarabra merőlegesen nyomjuk bele a hegesztőpálcát a fúgába. A forró levegő a hozaganyagot és a bázisanyagot is megolvassza, és a nyomás hatására a két anyag között diffúzió jön létre.
A legutolsó feladat a hegesztett alkatrész felületének megmunkálása. A varrat és az ömledék felületből kiálló részét szalagcsiszolóval lecsiszoljuk, síkba hozzuk, a varratot leellenőrizzük, és a hegesztési hibákból adódó lyukakat javítóhegesztéssel műanyaggal feltöltjükk, majd azt ismét síkba csiszoljuk megszüntetve a felületi egyenetlenségeket. Ezután jön a finomcsiszolás, alapozás, fényezés. Egy tökéletesen végrehajtott javításnál gyakorlatilag nem lehet észrevenni, hogy az alkatrész törött volt, legfeljebb a munkadarab belső oldalán lehet felfedezni a hegesztés nyomait.